Grinder
information:__________________________________________________
![]() Please
read this link:
Safety concerns for knifemakers
Please
read this link:
Safety concerns for knifemakers
![]()
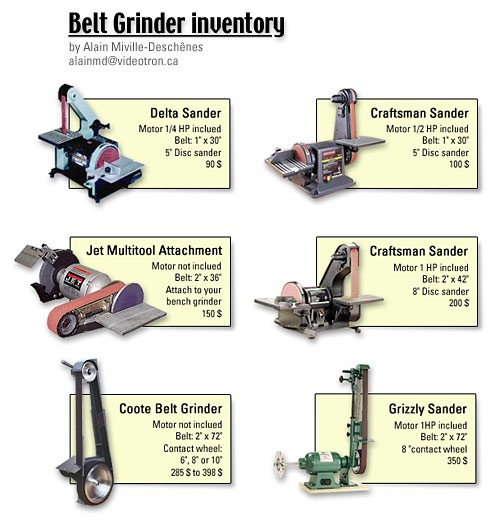
Photos of some commercial grinders that are available.
(courtesy
of Alain Miville-Deschenes;
http://www.amd.miville-deschenes.com)

Grizzly grinder - Search "G1015" - This is the baseline 2" x 72" entry level machine. It will need some work to the platen and it is difficult (but not impossible) to do hollow grinds with the stock 8" wheel because of motor clearance issues. If interested, WAIT FOR IT TO GO ON SALE. This happens about twice a year and is a much better deal. (see Modifications for the Grizzly G1015 grinder for improvements or "Tracking the Grizzly" to resolve tracking issues)
Herbst Knifemaking machines -
Machines designed to enhance
and combine the functionality of Batavia Engineering’s famous Cutlermatic, Mini-Cutlermatic
and Discmatic
"Homemade" grinders ;
photos, building info, and many links ![]()
![]()
![]()
![]()
![]()
KMG grinders (also see: "The KMG grinder. my assessment and thoughts " by Ed Caffery and MAP (Multi Articulated Positioning) Arm for KMG Belt Grinder - Discussion and more photos here.)
Knut Lie (contact info) He now has a website; see the Suremak link below.
Ovation belt grinder - Japanese page; Translator (cut and paste the url; use the lower set of characters in the url drop down box for English)
Pro Cut II grinder May no longer be available 1-22-2007
Simplatic Belt & Disc Grinder and Kit
Suremak Industries 2"x72" Knife Grinder
Wilton Square wheel grinder (also
see:
"Tricking out" the Wilton Square wheel
grinder" by Ed Caffery)
Wolfmaster grinder
Sando non-spinning rotary platen
Application chart and info on different abrasive sanding belts
Pulley And Belt Information Calculator
Surface Speeds from wheel dimensions and RPM
Discussion
on the merits of the higher end grinders
![]()
![]()
![]()
![]()
![]()
Some thoughts on grinders
(as found on various knife related forums):
This is
Ed Caffery's
response to the question "... would one of those little Delta 1x42
belt/disc grinders get me by for the first year or should I go ahead a buy
something like a multitool? ":
" The
cheap part of me says that the 1x42" grinder will work, but the other side wants
to tell you that if you can spring for a good 2x72" grinder, you'll never have
to buy another one, and your learning curve will be cut considerably.
I still own that first Wilton Square
wheel grinder that I purchased from Koval Knives....at that time it cost me $540
with shipping, brand new (guess it has been a while![]() ).
I've gone through a few contact
wheels, and a few bearings, but she works as well today, as she did out of the
box.
).
I've gone through a few contact
wheels, and a few bearings, but she works as well today, as she did out of the
box.
I think doing it by hand a few times
will render benefits too.
Remember, the machines won't do anything that you can't do by hand....all they
do is save time. If I remember correctly, the first dozen or so knives I
made were forged and finished all by hand."
_______________________________________________________________________________________________________
Craig Wilkins on the advantages/disadvantages of 2 and 3 wheel machines:
"I have noticed that some belt grinders have just 2 wheels while others have 3. What is the advantage of one over the other?
I will try to answer this one...
As stated, there are basically two types of grinders alluded to above, basically
the Burr King and Hard Core grinders are of the two
wheel variety, Rob Frinks's excellent KMG grinder and the Bader grinder
are of the the "three wheel" variety.
I have used at different times a Burr King, Wilton, Bader and a Hard Core, I own
a variable speed Hard Core grinder but to be fair and truthful about it, I
bought it before I ever used any of the others. The Burr King was/is not
available but is an excellent machine.
Two wheel setup - Burr King and Hard Core
Advantages:
Tracking is unsurpassed, smoothest machines on the market that I have used. Just
a dream to use.
Disadvantages:
1) Attachment setup takes a very long time. Five to ten minutes if changing from
the flat platen assy. to a hollow ground set up. (I may add that the flat platen
assy. makes this in essence a three wheel set up)
I have a 10 inch contact
wheel. When going from it to the flat platen assy., the idler
wheel had to be swapped out as well. The flat
platen assy. requires an 8 inch idler, the 10 contact
wheel requires a 6 inch idler. (Maybe THAT'S why
I don't hollow grind very often!)
2) The belt on these type grinders are driven off
of the contact wheel.
When changing contact wheels (4 inch for flat
platen assy., 8 or 10 inch or whatever for hollow grinding) the belt speed
changes. For example, the belt is A LOT slower for flat grinding. Let's just say
that the MAXIMUM speed is slower with a variable speed grinder when changing to
a smaller contact wheel.
How is this important? Slower speed equals slower grinding.
Three wheel grinders - KMG and Bader
Advantages:
1) Setup and assy. change out is a breeze, takes about 10 seconds max. (The flat
platen assy. makes this a 4 wheel grinder in
essence.)
2) Belt speed is constant - regardless of the assy. installed, it is driven off
of the same drive wheel.
Disadvantages:
1) Does not track as well as a two wheel set up.
Not as smooth.
From a personal perspective, if I were to buy another grinder after using some
of the others, it would either be a KMG or another Hard Core. With the Hard
Core, I would leave it set up in one set up only. This is the primary reason why
I have a separate small wheel setup opposed to
having the small wheel assy. that Hard Core has
to offer.
One thing that I have found. I am spoiled with variable speed. To anyone that is
in the market for a quality grinder, variable speed is worth every penny! From
final finish to sharpening.
Now, after stating all of that, a friend of mine made his own grinder using a
motor, round stock for the shaft, an idler assy he bought from one of the knife
supply houses, pillow block bearings and a 10" Burr King
contact wheel and is just as smooth as the
Hard Core grinder I have. He spent less than $500 on it. Other than it not being
variable speed, it is one of the finest setups I have ever seen. Granted, he
can't change set ups but it is as smooth as silk!"
_______________________________________________________________________________________________________
Ed
Caffery posted this on
contact wheel durometer:
"70 durometer is the standard that you will see on most commercially
available contact wheels. It's what comes as
standard equipment on all the usual grinders you see in a knifemaker's shop.
(Bader, Burr-King, Square Wheel, etc.)
Contact wheels are a double edge sword.... too
soft and it's easy to "wash out" your grind lines, and the
wheel edges will become rounded in very short
order. Too hard and the wheel leaves a terrible
finish (both referring to smooth wheels) With
serrated wheels, a softer
wheel will remove stock faster, but will wear down quickly, a harder
durometer serrated wheel
will take material off about like a softer smooth
wheel, but will last much longer and take much
more abuse.
Generally the 70 durometer is about normal for most knifemakers. Top end you can
achieve with most rubber compounds is 90 durometer. The rounding of corners
isn't a big deal because most of us will put a slight radius on the
wheel edges right out of the box.
I agree with Don, stay around 70 durometer max. and you'll be good all the way
around."
_______________________________________________________________________________________________________
Gene Osborne
on contact wheels: " Contact wheels are like tires
on a car. Most people won't know the difference but a "driver" will.
Wheels first have to be balanced. The faster they go, the more critical this
becomes. Unstable wheels WILL come apart.
Bearings or pillow blocks are needed if not mounted directly to the shaft.
Plastic is not a good choice especially for fast machines.
The face must be smooth and round. This can be trued once on the machine. If it
is not round, it will dig pits and ruts, bounce, and give poor grinds.
Hard face has no rubber.
Smooth face for finish grinding.
Serrated wheels for hogging metal.
Diameter controls the geometry of a hollow grind, most use large diameter wheels
to give a flatter appearance. I use a 6" wheel for most hollow grinding because
it gives a more dramatic hollow grind.
Lawn mower wheels are not recommended.
Casters can work, the best ones are from the medical world.
Most Americans don't mind driving on cheap tires, but the pro's want/need the
best.
If your grinder does 80% of your work for you, why skimp there?"
_______________________________________________________________________________________________________
Bob Warner
on
variable speed:
"When you are working your way down the list of grits during your knifemaking,
you will get down to the 400-600 grit range (and then even finer). At this fine
grit there are a couple of potential problems, first your metal can get real hot
real fast. If you are cleaning up a hardened blade, you can ruin the heat treat
and have to start over. Also, at a slow speed, your errors are not exaggerated.
If you accidentally make a mistake, it will be less of a mistake if the belt was
running slow (I know all about making mistakes, I must be an expert at it)."
_______________________________________________________________________________________________________
Ed
Caffery
on grinding belts
and backing materials:
"This is a response to a question from another
thread. I thought it might be of interest to many folks, so I started a new
thread with it in order to make it easy to locate.
Please add your inputs and experiences, these are my personal finding and
experience, and I'd be very interested to hear from others.
Different backings make a belt stiff or flexible, depending on the
type of backing, and I have found that the
backing material makes a big difference in the finish you get out of a
particular grit size.
For example, a "Y" weight backing is generally the thickest, stiffest backing,
and you find it mostly on the heavy grit belts (60 grit and larger) "Y" weight
belts don't like to bend around tight radius areas such as small
contact wheels. I have watched (and felt) the
grit tearing off of "Y" weight belts on contact
wheels of 3" diameter or less. On several occasions I have had brand new "Y"
weight belts break on startup when trying to use them on small
contact wheels because the backing doesn't want
to flex around the wheel, and the joint just
wouldn't take the stress. This weight backing is generally found on heavy grit
belts of 24-60 grit.
"X" weight is a bit lighter and more flexible, and is generally what I like to
use for my heaviest grit belts. It can make the bends around
contact wheels as small as 3/4" diameter
without much trouble. I've seen "X" weight backing on belts as fine as 400
grit, but don't like it in anything finer than 120 grit.
"J" weight is next in line, sometimes referred to as "J-Flex" backing, it is a
light weight backing that is very flexible. I like to use it on my finer grit
belts because I can track the belt out past the edge of the platen, and radius
out plunge cuts with it. (the backing will make a nice fine radius when it
wraps around the edge of the platen.)
"Mylar" backing is found on the 3M micron belts. It is a "plastic" material
that is very thin and light. It will easily flex around the smallest diameter
contact wheels, but does not flex well the
other direction (like around the edges of platens or
contact wheels) If you ever use this type
of belt, be VERY careful about getting your hands close to the edges of the
belt. It will cut you like a razor blade never even thought about! I've had
more than one trip to the ER to get sewn up from these belts.
I've been using Norton Norax belts for the past couple of years in X30, X22, &
X16 (400, 800 & 1200 grit) and really like the backing on these belts. I'm not
sure what to call their backing material....it's thickness seems to be
somewhere between an "X" and "J" weight, but is is much softer than either,
and very flexible. These belts seem to give a finish that is finer than the
same grits in other belts, and are so flexible that you can do just about
anything with them and they hold
together."
Books - Classes - Forums - Heat treat - Miscellaneous - Multiple tutorials - Shop - Single tutorials - Supplies - Videos